Przewijanie silników elektrycznych – jak uratować sprzęt i zaoszczędzić?
Stary silnik elektryczny potrafi kosztować majątek, jeśli pójdzie na złom i trzeba kupić nowy. Przewijanie silników elektrycznych pozwala odzyskać sprawną maszynę za ułamek ceny fabrycznego odpowiednika, zwykle od 30 do 70 procent taniej niż zakup nowego agregatu, a czas realizacji rzadko przekracza dwa tygodnie. Poniżej rozkładam na części cały temat: od objawów, przez technologię, po konkretne widełki cenowe, żebyś mógł ocenić, czy regeneracja ma sens w Twoim przypadku.
- Objawy, które zdradzają, że silnik czas przewinąć
- Ile kosztuje przewijanie silnika elektrycznego w porównaniu z wymianą?
- Proces przewijania silnika trójfazowego krok po kroku
- Jakie silniki da się przewinąć i jakie usterki to umożliwiają?
- Tryb zgłoszenia, czas realizacji i gwarancja
Objawy, które zdradzają, że silnik czas przewinąć
Silnik elektryczny rzadko umiera nagle. Wysyła sygnały ostrzegawcze na długo przed poważną awarią i właśnie ich rozpoznanie decyduje o tym, czy naprawa będzie szybka i tania, czy zdąży zjeść cały budżet. Pierwszym, najłatwiejszym do wychwycenia symptomem jest podwyższona temperatura obudowy podczas pracy.
Jeżeli korpus silnika trójfazowego nagrzewa się powyżej 80°C przy standardowym obciążeniu, izolacja uzwojeń pracuje na granicy wytrzymałości. Klasa izolacji F wytrzymuje 155°C, klasa H nawet 180°C, ale każdy stopień powyżej normy skraca żywotność drutu nawojowego średnio o połowę. Dlatego termometr termowizyjny przy kontroli okresowej potrafi wskazać problem, zanim wypali się pierwsza cewka.
Drugim sygnałem jest wyraźny spadek mocy przy jednoczesnym wzroście poboru prądu. Silnik pobiera więcej, oddaje mniej, bo część energii zamienia się w ciepło zamiast w moment obrotowy. Taki stan oznacza zazwyczaj zwarcie międzyzwojowe, czyli uszkodzenie lakieru izolacyjnego na sąsiednich zwojach cewki. Prąd płynie wówczas drogą o niższym oporze, omijając właściwy obwód magnetyczny.
Trzecim, bardzo wyraźnym znakiem jest natychmiastowe wyzwolenie wyłącznika różnicowoprądowego zaraz po uruchomieniu maszyny. To klasyczny objaw przebicia izolacji do obudowy, czyli sytuacji, w której faza dotyka rdzenia lub korpusu. Pomiar rezystancji izolacji miernikiem 500 V powinien pokazać wartość powyżej 1 MΩ na każdy kilowolt napięcia znamionowego. Wszystko poniżej tej granicy kwalifikuje uzwojenie do wymiany.
Czwarty symptom pojawia się przy rozruchu: silnik buczy, drży, nie rusza albo rusza z opóźnieniem. Przyczyną bywa przerwa w uzwojeniu lub asymetria faz spowodowana wypaleniem pojedynczej cewki. W silnikach jednofazowych dodatkowo dochodzi do problemów z kondensatorem rozruchowym, ale sam uzwojenie też bywa winne. Warto wiedzieć, że taka usterka potrafi skonsumować uzwojenie sąsiednich cewek w ciągu kilku godzin pracy, więc szybka reakcja ma realny sens finansowy.
Piąty, często pomijany objaw, to specyficzny zapach spalenizny. Izolacja organiczna po przegrzaniu wydziela charakterystyczną woń, zanim jeszcze pojawi się dym. Doświadczony technik rozpozna ją natychmiast. Jeśli poczujesz coś takiego podczas pracy pompy, wentylatora czy kompresora, masz dosłownie godziny na decyzję o wyłączeniu maszyny. Dalsza eksploatacja grozi nie tylko spaleniem uzwojenia, ale też pożarem osadzonym w łożyskach i okablowaniu.
Checklist: kiedy zgłosić silnik do przewinięcia
- obudowa nagrzewa się powyżej 80°C przy nominalnym obciążeniu
- pobór prądu wzrósł o ponad 15% przy tej samej pracy mechanicznej
- wyłącznik różnicowoprądowy wybija natychmiast po starcie
- rezystancja izolacji spadła poniżej 1 MΩ na każdy kilowolt napięcia
- silnik buczy, drży, nie osiąga obrotów znamionowych
- czuć zapach spalenizny bez widocznego dymu
Ile kosztuje przewijanie silnika elektrycznego w porównaniu z wymianą?
Regeneracja uzwojenia silnika zwraca się niemal zawsze, jeśli sam rdzeń, wał i obudowa pozostają w dobrym stanie. Różnica w cenie między fabrycznie nowym agregatem a przewiniętym bywa kolosalna, szczególnie w segmencie maszyn trójfazowych powyżej 4 kW. Nowy silnik tej klasy u dystrybutora kosztuje od 2 do 8 tysięcy złotych w zależności od producenta, podczas gdy przewinięcie zamyka się zwykle w kwocie 600 do 2500 zł netto.
Przewijanie silnika trójfazowego o mocy 5,5 kW to koszt rzędu 800 do 1200 zł, podczas gdy fabryczny odpowiednik tej samej klasy sięga 3500 do 5000 zł. Oszczędność rośnie proporcjonalnie do mocy, bo cena drutu nawojowego rośnie wolniej niż marża producenta na gotowym wyrobie. Przy maszynach 15 kW różnica potrafi przekroczyć 10 tysięcy złotych na pojedynczym egzemplarzu.
Warto dodać do kalkulacji także czas realizacji. Nowy silnik na zamówienie czeka się od dwóch do ośmiu tygodni, popularne modele bywają dostępne od ręki, ale rzadko. Przewijanie zajmuje od 3 do 10 dni roboczych, a w trybie ekspresowym od 24 do 48 godzin. Dla zakładu, w którym przestój pompy czy wentylatora oznacza straty sięgające kilku tysięcy złotych dziennie, ten parametr bywa ważniejszy niż sama cena usługi.
Porównanie kosztów i czasu: regeneracja vs. nowy silnik
| Parametr | Przewinięcie | Zakup nowego |
|---|---|---|
| Silnik 1,5 kW | od 450 do 750 zł | od 900 do 1800 zł |
| Silnik 5,5 kW | od 800 do 1200 zł | od 3500 do 5000 zł |
| Silnik 15 kW | od 1500 do 2800 zł | od 7500 do 13000 zł |
| Czas realizacji | 3 do 10 dni, ekspres 24 do 48 h | 2 do 8 tygodni |
| Gwarancja | 12 do 24 miesięcy | 12 do 36 miesięcy |
| Żywotność po naprawie | 85 do 100% nominalnej | 100% |
| Dostępność części zamiennych | natychmiastowa | zależy od modelu |
Gwarancja na przewinięte uzwojenie sięga dziś standardowo 12 do 24 miesięcy, a renomowane serwisy silników elektrycznych wydłużają ją do 36 miesięcy przy zastosowaniu klasy izolacji H i impregnacji próżniowej. Żywotność prawidłowo przewiniętego silnika sięga 85 do 100 procent wartości fabrycznej, o ile rdzeń nie był wcześniej przegrzany powyżej temperatury Curie, czyli około 700°C dla typowej blachy krzemowej.
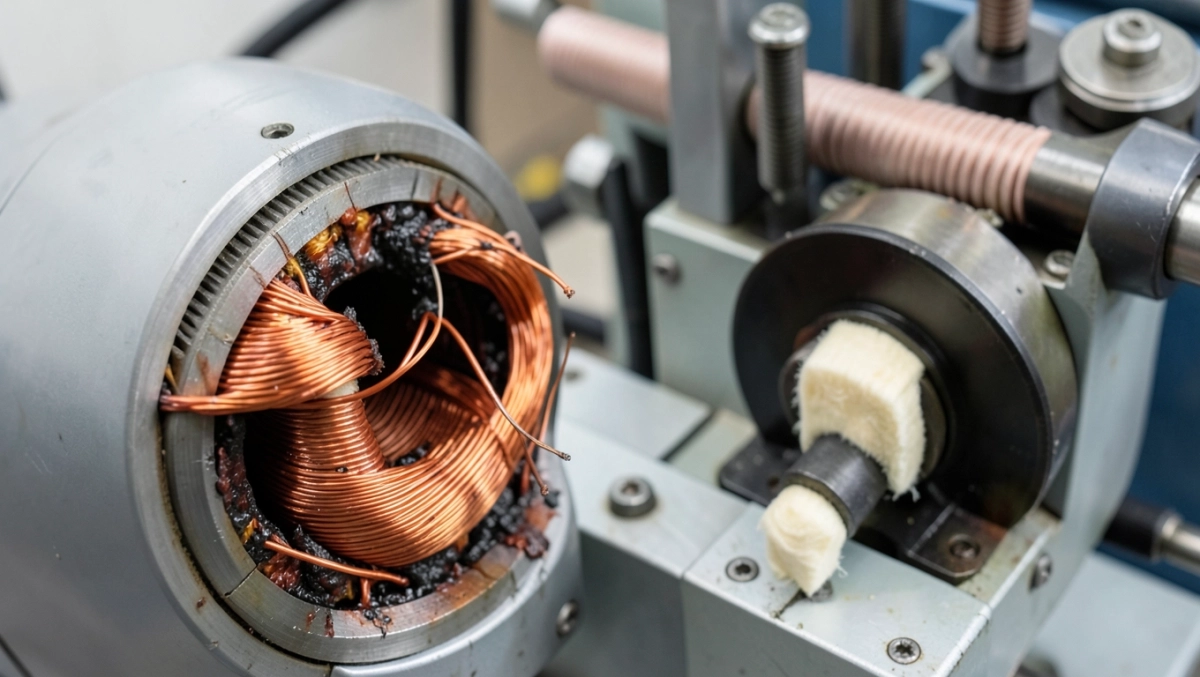
Proces przewijania silnika trójfazowego krok po kroku
Technologia przewijania nie zmieniła się od połowy XX wieku, ale precyzja wykonania wzrosła dzięki lepszym materiałom izolacyjnym i automatyzacji nawijania. Cały proces przebiega według ściśle określonej sekwencji, bo pominięcie któregokolwiek etapu obniża żywotność nawet o połowę.
Krok 1: Diagnostyka i pomiar. Każdy silnik trafiający do przewinięcia przechodzi pełną diagnostykę. Mierzy się rezystancję uzwojeń mostkiem Wheatstone'a, rezystancję izolacji miernikiem 500 V lub 1000 V, sprawdza prąd biegu jałowego i ewentualne nierówności faz. Wynik decyduje, czy winny jest tylko uzwojenie, czy też rdzeń albo łożyska. Bez tej weryfikacji przewijanie mogłoby ukryć poważniejszy defekt, który ujawni się po tygodniu pracy.
Krok 2: Demontaż i oznakowanie. Technik rozkłada silnik, zdejmuje pokrywy, wyciąga wirnik i oznacza położenie pokryw względem korpusu. Schemat uzwojenia, kąt fazowania i liczba zwojów na cewkę są spisywane, jeśli silnik nie ma czytelnej tabliczki znamionowej. Ten etap zajmuje zaskakująco dużo czasu, bo w silnikach wielobiegowych i dźwigowych schemat potrafi mieć kilkanaście odgałęzień.
Krok 3: Wypalenie starego uzwojenia. Stare uzwojenie wypala się w piecu przepływowym w temperaturze 350 do 400°C. Ciepło rozkłada lakier izolacyjny, ale nie narusza właściwości magnetycznych blachy rdzenia, bo temperatura Curie, czyli punkt utraty magnetyzmu, leży znacznie wyżej, około 700°C. Po wypaleniu uzwojenie można łatwo wyciągnąć z żłobków bez uszkadzania blach.
Krok 4: Czyszczenie rdzenia. Żłobki przed nawinięciem nowego uzwojenia czyści się mechanicznie i odmuchuje sprężonym powietrzem. Pozostawione resztki starego lakieru zmniejszają współczynnik wypełnienia żłobka, co obniża moc silnika i podnosi temperaturę pracy. W skrajnych przypadkach używa się też ultradźwięków, jeśli rdzeń jest mocno zabrudzony olejem lub smarem.
Krok 5: Nawijanie nowego uzwojenia. Drut nawojowy (najczęściej miedziany w klasie izolacji H, lakier poliestrowo-imidowy) nawija się na szpule lub bezpośrednio do żłobków. Maszyny numeryczne dbają o stały naciąg drutu i identyczną liczbę zwojów w każdej cewce, co przekłada się na symetrię faz. Ręczne nawijanie wciąż stosuje się przy silnikach dźwigowych i nietypowych, bo ich schemat uzwojenia bywa na tyle rzadki, że automat nie ma sensu programować.
Krok 6: Impregnacja. Uzwojenie zalewa się żywicą lub lakierem izolacyjnym metodą zanurzeniową, próżniową lub ciśnieniową. Impregnacja próżniowa usuwa pęcherzyki powietrza z wnętrza uzwojeń, dzięki czemu wilgoć nie wnika w głąb cewki. To właśnie ta warstwa odpowiada za odporność na warunki atmosferyczne i długą żywotność.
Krok 7: Suszenie i wypalanie. Piec suszarniczy w temperaturze 150 do 180°C utwardza żywicę przez kilka godzin. Czas i temperatura zależą od zastosowanego materiału, ale standardowy cykl to 4 do 8 godzin. Zbyt niska temperatura zostawia żywicę miękką, zbyt wysoka ją kruszy.
Krok 8: Montaż i próba biegu jałowego. Silnik składa się ponownie, podłącza do napięcia znamionowego i mierzy prąd biegu jałowego, drgania oraz temperaturę po 30 minutach pracy. Prawidłowo przewinięta maszyna pobiera prąd jałowy w granicach 20 do 40 procent prądu znamionowego, a po 30 minutach obudowa nie powinna przekroczyć 60°C. Próba ta stanowi ostatni filtr, bo wyłapuje ewentualne błędy w fazowaniu uzwojeń.
Jakie silniki da się przewinąć i jakie usterki to umożliwiają?
Przewijać można w zasadzie każdy silnik elektryczny, o ile rdzeń nie stracił właściwości magnetycznych. W praktyce serwisy codziennie spotykają się z maszynami jednofazowymi, trójfazowymi, pierścieniowymi, komutatorowymi prądu stałego i przemiennego, wolnoobrotowymi, wielobiegowymi, dźwigowymi, suwnicowymi, sprężarkowymi i wirnikowymi. Każdy typ ma swoją specyfikę usterek i czas regeneracji.
Tabela: typ silnika, typowa usterka, orientacyjny czas naprawy
| Typ silnika | Typowa usterka | Czas regeneracji |
|---|---|---|
| Jednofazowy (z kondensatorem) | spalenie uzwojenia roboczego, uszkodzenie kondensatora | 2 do 4 dni |
| Trójfazowy klatkowy | zwarcie międzyzwojowe, przebicie do rdzenia | 3 do 7 dni |
| Pierścieniowy | zużycie szczotek, uszkodzenie uzwojenia wirnika | 5 do 10 dni |
| Komutatorowy DC | przypalenie komutatora, przerwa w uzwojeniu twornika | 4 do 8 dni |
| Wielobiegowy (Dahlander) | błąd fazowania, przerwa w jednej z sekcji | 5 do 9 dni |
| Dźwigowy i suwnicowy | przeciążenie termiczne, uszkodzenie hamulca | 6 do 10 dni |
| Sprężarkowy | przegrzanie od sprężania, wibracje łożysk | 4 do 8 dni |
| Wolnoobrotowy z przekładnią | przebicie izolacji, zużycie szczotek | 3 do 6 dni |
Silniki jednofazowe, popularne w gospodarstwach domowych i warsztatach, regeneruje się najszybciej, bo ich uzwojenie jest stosunkowo proste: cewka główna, pomocnicza i kondensator. Wystarczy wymienić drut, sprawdzić kondensator i silnik wraca do pełnej sprawności w ciągu dwóch do czterech dni roboczych.
Trójfazowe silniki klatkowe to najczęstszy gość warsztatów. Ich usterki wynikają najczęściej z przegrzania, zaniku fazy w sieci albo zbyt częstych rozruchów. Awaria jednej fazy powoduje, że silnik pracuje na dwóch, prąd rośnie dwukrotnie, a uzwojenie spala się w kilka minut. Przewijanie w takim przypadku powinno iść w parze z montażem zabezpieczenia termicznego PTC, żeby historia się nie powtórzyła.
Silniki pierścieniowe, stosowane w dźwigach i suwnicach, regeneruje się nieco dłużej, bo oprócz stojana trzeba często przewinąć wirnik i wymienić szczotki wraz z pierścieniami ślizgowymi. Maszyny komutatorowe DC wymagają dodatkowo przełożenia uzwojenia twornika metodą pętlową lub falistą, co wymaga precyzyjnego ustawienia skoku cewek. Czas regeneracji rośnie, ale efekt końcowy dorównuje nowej maszynie.
Silników z uszkodzonym rdzeniem nie opłaca się przewijać, bo nawet najlepiej nawinięte uzwojenie nie zdoła skompensować strat magnetycznych. Rdzeń traci właściwości w wyniku przegrzania powyżej 700°C, silnego udaru mechanicznego albo korozji chemicznej. W takich przypadkach regeneracja uzwojenia silnika mija się z celem i rozsądniej wymienić maszynę na nową.
Dodatkowe usługi przy okazji przewijania
- przewijanie cewek i transformatorów małej mocy
- regeneracja elektrosprzęgieł i hamulców elektromagnetycznych
- toczenie i wymiana wałów, naprawa gniazd łożyskowych
- wymiana łożysk na nowe (zwykle klasa C3 lub C4)
- balansowanie dynamiczne wirnika
- próba napięciowa podwyższonym napięciem 2 kV przez 60 s
Tryb zgłoszenia, czas realizacji i gwarancja
Większość serwisów silników elektrycznych przyjmuje zgłoszenia w trzech trybach: standardowym (3 do 10 dni roboczych), ekspresowym (24 do 48 godzin) oraz awaryjnym z odbiorem maszyny z obiektu klienta. Czas liczy się od momentu dostarczenia silnika do warsztatu, bo transport i oględziny wstępne zostają zwykle wliczone w cenę.
Standardowy tryb sprawdza się przy planowanych przeglądach i naprawach prewencyjnych. Warsztat ma czas na dokładną diagnostykę i wybór optymalnego schematu uzwojenia. Tryb ekspresowy uruchamia się w sytuacjach, gdy przestój maszyny generuje straty przewyższające koszt usługi nawet dwukrotnie. W praktyce to właśnie tryb ekspresowy bywa najczęściej wybierany przez zakłady produkcyjne.
Gwarancja na przewinięte uzwojenie obejmuje wady materiałowe i wykonawcze. Jeśli izolacja zacznie się przebijać albo cewka straci ciągłość w okresie gwarancyjnym, serwis wykonuje naprawę na własny koszt. Warunkiem jest zwykle eksploatacja zgodna z dokumentacją, brak przekroczenia dopuszczalnej liczby rozruchów na godzinę i montaż w środowisku o wilgotności względnej poniżej 80 procent.
Przed oddaniem silnika do regeneracji warto spisać objawy, zmierzyć rezystancję izolacji własnym miernikiem i dołączyć kartę z danymi technicznymi. Te informacje skracają diagnostykę i obniżają ryzyko pomyłki w fazowaniu. Naprawa silnika elektrycznego metodą przewijania, poprzedzona rzetelnym wywiadem, wraca sprawna na lata i kosztuje ułamek kwoty, jaką trzeba by zapłacić za fabrycznie nową maszynę.
Jeśli maszyna pracuje w trudnych warunkach, poproś serwis o impregnację próżniową i zastosowanie drutu w klasie H. Dopłata niewielka, a odporność na wilgoć i temperaturę rośnie wyraźnie. To inwestycja, która zwraca się w ciągu pierwszego roku eksploatacji.

